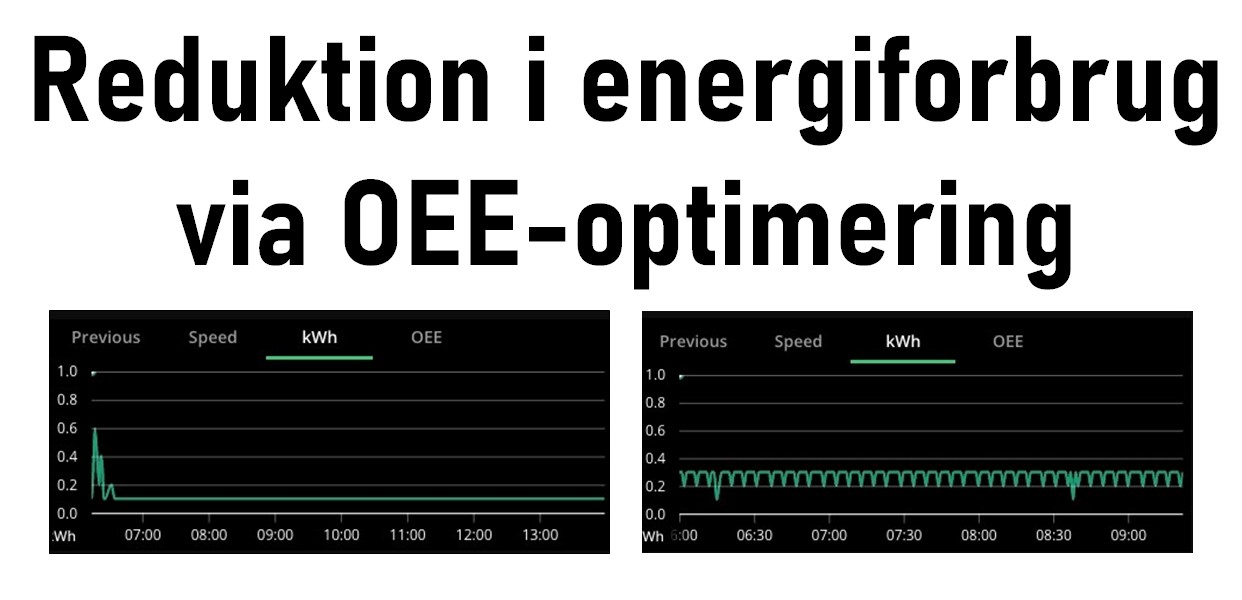
OEE kan reducere energiforbruget/energiomkostningerne
Læs artikel på Dansk Lean Forum: OEE-optimering kan reducere energiforbruget >
Læs artikel på Dansk Lean Forum: OEE-optimering kan reducere energiforbruget >
Hent din billet til HI via følgende vejledning:
Læs mere om vores produkt på HI-messen >

Så besøg vores stand på HI-messen den 3.-5. oktober.

JA! Læs artikel på Dansk Lean Forum - måling af udnyttelsesgrad af et maleranlæg >
